

")
")
")
")
")
")
-

SINGLE ARM REELS
Read more -

GTX Series 2-Point Straight Side Press
$1.00 Select options This product has multiple variants. The options may be chosen on the product page -

Pro-Mix™ I DC
Read more -

HEAVY-DUTY STRAIGHTENER
Read more -

DRFH 6 & 8
Read more -

Pro-Mix™ V Double
Read more -

G2 Series Gap Frame Press
$1.00 Select options This product has multiple variants. The options may be chosen on the product page -

MEDIUM-DUTY STRAIGHTENER
Read more
Use the options below to find the right equipment for you.
You need to select an item to continue
Would you like to fill in the application details (roughly 5 minutes) or skip and schedule to speak to a professional?
You need to select an item to continue
Optional Equipment
(Please check all that apply)
You need to select an item to continue
Punch Press Controls & Press Safety Guarding
You need to select an item to continue
Coil Handling and Press Feeding Equipment
Select the types of Feeding equipment you require
You need to select an item to continue
Quick Die Change Equipment
Select type of QDC Equipment
You need to select an item to continue
Machine Repair Or Other Services
What do you require?
You need to select an item to continue




AIDA - Pressing for Growth
A new NST press from Dayton, OH, U.S.-based AIDA helps Empire Comfort Systems keep upwith the...
Read More
A new NST press from Dayton, OH, U.S.-based AIDA helps Empire Comfort Systems keep upwith the...
Read More

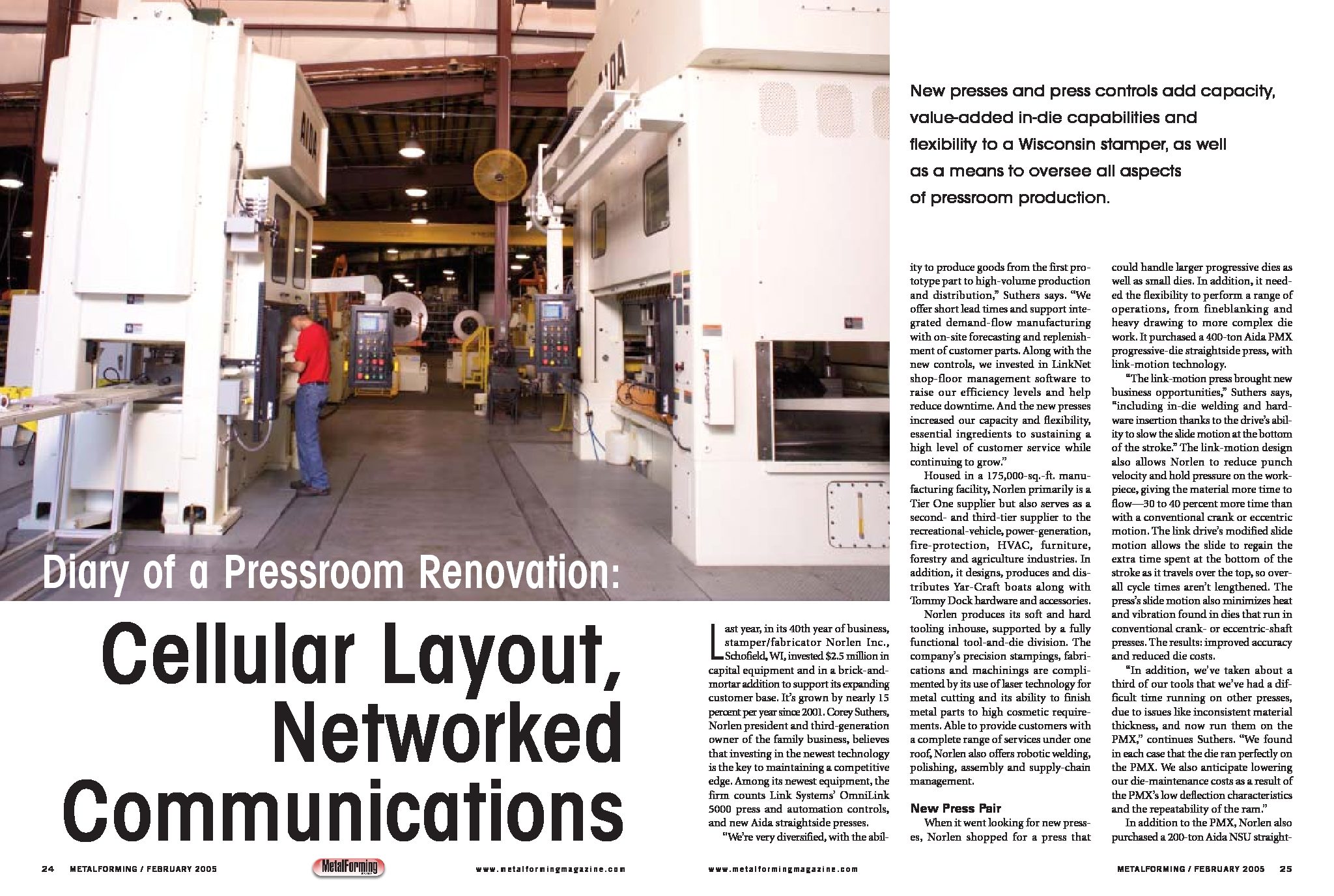
Press Control and Capacity
New presses and press controls add capacity, value-added in-die capabilities and flexibility to a Wisconsin stamper...
Read More
New presses and press controls add capacity, value-added in-die capabilities and flexibility to a Wisconsin stamper...
Read More
The Quest for Zero Scrap
In-Die-Sensing steps up in an industry where more parts are considered critical...
Read More
In-Die-Sensing steps up in an industry where more parts are considered critical...
Read More

AIDA - Pressing for Growth
A new NST press from Dayton, OH, U.S.-based AIDA helps Empire Comfort Systems keep upwith the...
Read More
A new NST press from Dayton, OH, U.S.-based AIDA helps Empire Comfort Systems keep upwith the...
Read More
Press Control and Capacity
New presses and press controls add capacity, value-added in-die capabilities and flexibility to a Wisconsin stamper...
Read More
New presses and press controls add capacity, value-added in-die capabilities and flexibility to a Wisconsin stamper...
Read More
The Quest for Zero Scrap
In-Die-Sensing steps up in an industry where more parts are considered critical...
Read More
In-Die-Sensing steps up in an industry where more parts are considered critical...
Read More
AIDA - Pressing for Growth
A new NST press from Dayton, OH, U.S.-based AIDA helps Empire Comfort Systems keep upwith the...
Press controls add capacity
New presses and press controls add capacity, value-added in-die capabilities and flexibility to a Wisconsin stamper...
The Quest for Zero Scrap
In-Die-Sensing steps up in an industry where more parts are considered critical...